
MANUFATURA MECÂNICA: CONFORMAÇÃO DOS METAIS U1 - SEÇÃO 1 U1 S1 - ATIVIDADE DIAGNÓSTICA
1) Para manufaturar mecanicamente uma peça devemos conhecer o tipo de processo e o material que será utilizado. Sabemos também que um processo de fabricação mecânica é aquele que tem como objetivo a transformação de um material ou corpo metálico em uma peça ou ainda em uma matéria-prima processada, modificando sua forma inicial e lhe conferindo as dimensões, as características e a forma especificadas em projeto.
A seguir estão relacionados os processos mecânicos e metalúrgicos, divididos em quatro grupos que estão dispostos na primeira coluna e alguns exemplos dos vários tipos de processos referentes a cada um destes quatro grupos estão dispostos na segunda coluna, ou da direita. Relacione os grupos com os tipos de processos pertencentes a cada grupo.
| Grupo de processos. | Tipos de processos. |
| 1. Conformação plástica. | I. Fresamento |
| 2. Usinagem. | II. Metalurgia do Pó. |
| 3. Solidificação. | III. Forjamento. |
| 4. Sinterização. | IV. Fundição. |
Assinale a alternativa que apresenta a associação CORRETA entre os quatro grupos e os tipos de processos apresentados.

Avalie as afirmações que seguem a respeito de algumas destas propriedades e verifique se estão corretas.
I. A ductilidade é capacidade que um processo adquire em através da aplicação de um esforço modificar e deformar plasticamente um material.
II. A tenacidade é a capacidade que o material tem de absorver energia durante um impacto e transformá-la em deformação plástica.
III. O encruamento é o fenômeno que modifica a microestrutura dos metais através da deformação plástica quando esta é realizada abaixo da temperatura de recristalização e que causa o endurecimento e aumento de resistência mecânica do metal.
Agora, assinale a alternativa que apresenta as afirmações CORRETAS, apenas.
Escolha uma:
Avalie as asserções a seguir e a relação entre elas.
I. A característica que distingue o trabalho a quente do trabalho a frio é a temperatura de recristalização que é específica em cada um dos casos, além de gerar efeitos na microestrutura e nas propriedades mecânicas dos metais devido a esta variação nas condições de trabalho.
PORQUE
II. A temperatura de fusão do metal – Tm, dada em K (Kelvin), é usualmente utilizada como um fator limitante entre trabalho a quente e trabalho a frio e a referência é 0,5 Tm.
Assinale a alternativa CORRETA em relação as asserções apresentadas.
Escolha uma:
1) No trabalho a frio também se evidenciam alguns defeitos, tais como o encruamento, a casca de laranja e as linhas de distensão. Na tabela que segue estão apresentados estes três defeitos citados e as características que mais os evidenciam fora de ordem.
Associe os vários defeitos apresentados na conformação plástica a frio com as suas características.
| Defeitos apresentados na conformação a frio. | Características. |
| 1 - Casca de laranja. | I - Ocorrem em principalmente em chapas que apresentam baixo carbono (0,3% máx. de carbono) e gerando uma superfície áspera. |
| 2 - Encruamento. | II - A sua superfície apresenta um grau de rugosidade muito alto (acima de 1/3 da espessura de revestimento/ pintura que a peça será submetida e normalmente varia entre 25 à 125 µm) e a falha está relacionada ao tamanho do grão do material. |
| 3 - Linhas de distensão. | III - Esta falha causará o endurecimento e aumento da resistência mecânica do metal. |
Assinale a alternativa que apresenta a associação CORRETA entre os defeitos apresentados na conformação a frio e suas respectivas características.
O diagrama tensão-deformação (σ x ε) é utilizado para se entender sobre a região plástica do material pois é através dele enxergamos o comportamento do material quando submetido a um determinado estado de tensão.
Observe o diagrama tensão-deformação apresentado a seguir e analise as afirmações que seguem, indicando se são V - Verdadeiras ou F - Falsa.
Figura – Diagrama Tensão x Deformação (σ x ε).

Fonte: Adaptado de https://pt.wikipedia.org/wiki/Ficheiro:Fluencia.jpg. Acessado em 26/02/2017.
( ) Os processos de conformação plástica devem ser realizados com materiais que apresentem características postadas dentro da chamada zona plástica do diagrama tensão x deformação.
( ) A zona elástica é representada por picos e vales. Nesta fase ocorre o escoamento dos metais quando submetidos aos esforços.
( ) A zona plástica é visualizada na forma de uma curva no gráfico e é nesta zona que ocorre a deformação plástica dos metais, ou seja o material permanece deformado após a aplicação do esforço.
( ) O ponto T indicado no gráfico define a maior tensão admissível e que é adequado aos processos de conformação plástica, enquanto o ponto K define a tensão que gera o rompimento do material.
Agora, assinale a alternativa que apresenta a sequência CORRETA para V - Verdadeira ou F – Falso.
Escolha uma:

Analise as afirmações que seguem referentes as vantagens e desvantagens do trabalho a quente na conformação de metais.
I. No trabalho a quente a microestrutura do metal é refinada, de modo que sua tenacidade melhora possibilitando que o material absorva energia durante um impacto e transforme em deformação plástica.
II. O trabalho a quente permite, a obtenção de dimensões dentro de estreitas tolerâncias, além de produzir melhor acabamento superficial que se trabalharmos a frio.
III. Para um trabalho a quente é necessário um menor esforço mecânico e desta forma podem ser utilizadas máquinas de menor capacidade em relação ao trabalho a frio, considerando-se uma mesma quantidade de deformação.
IV. Em uma conformação através de trabalho a quente a deformação é menos profunda, a dureza do material aumenta e a ductilidade diminui.
Assinale a alternativa que apresenta as afirmações CORRETAS.
Escolha uma:

Verifique as peças e materiais relacionados a seguir e analise quais são produtos obtidos através da laminação.
I. Barra redonda.
II. Trilhos.
III. Perfil em T Duplo.
IV. Tarugo.
V. Bobina de chapa.
VI. Engrenagem.
VII. Bobina de Arame.
VIII. Virabrequim.
Assinale a alternativa CORRETA que apresenta as peças e materiais produzidos pelo processo de laminação.
Escolha uma:
Avalie as afirmações a seguir referente a outras características existentes na definição de laminação e indique se cada uma delas é V - Verdadeira ou F - Falso.
( ) Os cilindros utilizados giram no mesmo sentido.
( ) A espessura do metal é reduzida e o comprimento e largura são aumentados durante a passagem do metal pelos cilindros.
( ) A velocidade em um determinado ponto do metal é igual antes e depois que ele passa pelos cilindros.
( ) A velocidade superficial dos dois cilindros é a mesma.
Assinale a alternativa que apresenta a sequência CORRETA para V - Verdadeiro ou F - Falso.
Escolha uma:

Podemos citar que as duas principais razões que levam a utilização da deformação plástica por laminação são:
Escolha uma:

A mais conhecida das classificações é aquela que se dá pelo número de cilindros em conjunto com a disposição destes cilindros. Avalie as afirmações que seguem referentes aos tipos de laminadores.
I. O laminador Sendzimir é utilizado para obtenção de grandes reduções na espessura.
II. O laminador Contínuo apresenta um conjunto de cilindros montados na horizontal e na vertical.
III. Em um laminador Trio o metal a ser laminado é alimentado entre o cilindro inferior e o médio, por onde passa inicialmente, sendo o seu retorno realizado entre o superior e o médio.
IV. O laminador Quádruo é utilizado para laminar e relaminar chapas, tendo como vantagem a uniformidade da espessura por toda a seção transversal em função da ação dos cilindros de suporte.
Assinale a alternativa que apresenta as afirmações CORRETAS, apenas.
Escolha uma:

Figura – Cilindros de Laminação.
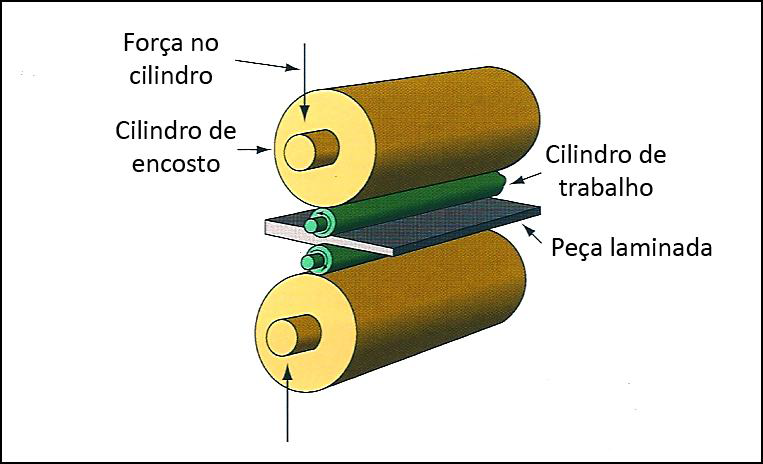
Fonte: Laminação. IFSC.Joinville.p.6.
A vida útil do cilindro de apoio é bem maior que os cilindros de trabalho, pois não estão expostos a um atrito tão elevado diferente dos de trabalho que são mais frequentemente trocados, pois estão sujeitos a um maior desgaste por estarem em contato direto com o material a ser laminado, portanto mais sujeitos ao atrito e ao calor. Os dois tipos de cilindros se completam para realização de uma laminação apropriada.
Analise as duas asserções que seguem e a relação entre elas.
I. Um cilindro de apoio possui um maior diâmetro e uma resistência mecânica superior quando comparado ao cilindro de trabalho.
PORQUE
II. Sua função é apoiar os cilindros de trabalho, evitando que flexionem, o que geraria uma variação dimensional no material laminado.
Assinale a alternativa que apresenta a análise CORRETA em relação as asserções apresentadas.
Escolha uma:

Desta forma para manter os volumes iguais, a velocidade de saída é maior que a velocidade de entrada .
Sabendo que uma placa de 2 mm de espessura e 1,2 m de largura deve ser laminada até atingir 0,58 mm de espessura e 1, 21 m de largura e que sua velocidade final máxima é de 1080 m/min, pergunta-se: Qual deve ser a velocidade de entrada do metal no laminador em metros por minuto?
Escolha uma:

Analise as características apresentadas a seguir e indique se são características ligadas ao processo de trefilação, assinalando V – Verdadeiro ou F – Falso.
( ) Obtenção de produtos de grande comprimento contínuo.
( ) Produção de produtos com seções transversais médias e grandes.
( ) O processo permite obtenção de boa qualidade de superfície.
( ) São possíveis excelente controle dimensional do produto obtido no processo.
( ) A matéria-prima utilizada para trefilar arames e fios são as barras de até meia polegada de diâmetro e seis metros de comprimento.
Assinale a alternativa que apresenta a sequência CORRETA para V-Verdadeiro ou F-Falso.
Escolha uma:

Sobre a máquina com deslizamento, avalie as etapas que o fio-máquina percorre ao longo do processo e que estão descritas na tabela que segue e ordene de forma que o processo seja realizado adequadamente.
1 O fio-máquina é alinhado em uma roldana.
2 O fio-máquina recebe o tracionamento proveniente de um anel tirante.
3 O segundo anel trabalha para que o fio passe pela segunda fieira.
4 O fio-máquina passa pela desbobinadeira.
5 O fio-máquina dá algumas voltas em formato de hélice no anel tirante.
6 O fio-máquina passa pela primeira fieira.
7 O ciclo se repete para os demais conjuntos de matrizes e anel tirante.
Agora, assinale a alternativa que apresenta a ordem CORRETA das etapas que o fio-máquina percorre ao longo do processo quando é utilizado uma máquina com deslizamento.
Escolha uma:

Figura – Forças e Tensões.

Adaptado de http://mmborges.com/processos/sub_conformacao_intro01.htm. Acessado em: 08/04/2017.
Quais são as forças envolvidas na trefilação, respectivamente para trabalho, representado na figura pelo número 1 e deformação, representado na figura pelo número 2?
Escolha uma:

Sobre as trefiladoras de bancada, analise as afirmações que seguem e verifique se são corretas ou não.
I. Para fixar o fio-máquina nas garras de tração existentes no banco de estiramento é necessário produzir uma ponta em seu início e passa-lo através do orifício da matriz.
II. Algumas das partes que constituem uma trefiladora de bancada são: estrutura, fieira (matriz), mordaça, gancho e corrente sem-fim.
III. O tracionamento realizado para o estiramento ocorre quando um mecanismo pneumático é acionado.
IV. O carro que ficha a mordaça e automaticamente o fio-máquina inicia um deslocamento rotativo, no sentido anti-horário a matriz, tracionando o fio-máquina linearmente em relação a matriz.
V. O fio-máquina é forçando a passar pelo furo da matriz gerando sua redução e automaticamente o produto acabado.
Assinale a alternativa que apresenta as afirmações CORRETAS.
Escolha uma:
A seguir é apresentado fora de ordem as etapas básicas para a produção de arames.
Analise cada uma dessas etapas e as organize de forma que a sequência para trefilar um arame de aço fique correta e adequada.
| 1 | Recobrir pelo método de imersão em Ca (OH)2 - leite de cal - a uma temperatura de 100°C |
| 2 | O fio-máquina é recebido após ser laminado a quente. |
| 3 | Lavar em água corrente. |
| 4 | Trefilar a seco. |
| 5 | Decarepação química utilizando HCl ácido clorídrico. |
| 6 | Secar em estufa. |
| 7 | Trefilação úmida - com lubrificante líquido. |
Agora, assinale a alternativa que apresenta a sequência CORRETA para as etapas para trefilar um arame de aço.
Analise as asserções postadas a seguir e a relação entre elas que se referem a trefilação utilizando mandril ou bucha.
I. Na trefilação de tubos em que se utiliza mandril ou bucha, deve-se utilizar matriz sem cone de redução o que aumenta a proporção de deformação e automaticamente aumenta a redução da espessura da parede do metal e consequentemente a produção de tubos com bitolas menores e paredes mais finas.
PORQUE
II. Os processos de trefilação de tubos utilizando mandril ou bucha normalmente é realizado posteriormente a um processo de laminação não plana que utiliza mandril e serve para dar acabamento, finalizar as dimensões e melhorar a microestrutura do metal.
Assinale a alternativa que apresenta a resposta CORRETA para a análise das asserções dispostas e a relação existente entre elas.
Escolha uma:

1) O processo de trefilação pode apresentar defeitos que devem ser evitados através de controles de alguns parâmetros, tais como a qualidade do material, redução entre passes, velocidade, lubrificação e limpeza periódica da matriz.
Analise as afirmações a seguir referente aos motivos de ocorrência por tipo de defeito provenientes do processo de trefilação e indique V – Verdadeiro se o motivo da falha estiver correta ou F – Falso.
( ) Uma fratura irregular com estrangulamento ocorre devido a esforço em excesso por má lubrificação ou por redução executada em excesso.
( ) Uma fratura com risco lateral ao redor da marca de inclusão ocorre devido a uma partícula muito dura impregnada no metal de partida.
( ) Uma fratura com trinca aberta em duas partes ocorre devido a trincas provenientes do processo inicial de laminação.
( ) As marcas em forma de “v”, conhecidas como chevrons, ocorrem por várias razões como por exemplo realizar reduções grandes e inclusão de partículas duras estranhas ao metal.
( ) Um diâmetro irregular ocorre em função de partículas duras que impregnam na matriz e depois se soltam com a evolução do processo.
Referente as falhas que ocorrem em um processo de trefilação e seus motivos, assinale a sequência CORRETA para V - Verdadeiro ou F - Falso.
Escolha uma:

2) Os laminadores possuem vários tipos de classificação. A mais conhecida das classificações é aquela que se dá pelo número de cilindros em conjunto com a disposição destes cilindros.
Associe os tipos de laminadores que estão na primeira coluna da tabela disponível a seguir com as principais características apresentadas de cada um deles dispostos na segunda coluna da tabela.
| Classificação | Características |
| 1 - Laminador Quádruo. | I - Dois cilindros de trabalho com diâmetro menor posicionados no centro e outros dois cilindros de apoio com diâmetro maior posicionados externamente. |
| 2 - Laminador Universal. | II - Um conjunto de cadeiras duo em série. |
| 3 - Laminador Contínuo. | III - Utilizado para obtenção de grandes reduções na espessura. |
|
4 - Laminador Sendzimir. |
IV - Um conjunto de cilindros horizontais e verticais, como por exemplo um laminador universal tipo Grey que fabrica perfilados pesados. |
Assinale a alternativa que apresenta a associação entre os tipos de laminadores e suas características CORRETA.
Sobre o perfil interno de uma matriz de trefilação, avalie as asserções a seguir e a relação entre elas.
I. O perfil interno de uma matriz que é constituído por cones e cilindros, influencia na variação dos parâmetros de trefilação como por exemplo a força necessária para deformação do metal, o atrito entre fio e matriz e o modo de deformação.
PORQUE
II. Ao variar os ângulos de algum dos cones ou o campo de tolerância do diâmetro do cilindro ocorre um aumento ou redução de variáveis como a força necessária para deformação do metal, o atrito entre fio e matriz e o modo de deformação.
Agora, assinale a alternativa CORRETA.
Escolha uma:

Avalie as afirmações que seguem referentes aos efeitos da variável temperatura em um processo de conformação plástica dos metais.
I. Devido a variável temperatura classificamos o processo de conformação em três grupos: trabalho a quente, morno e frio.
II. A característica que distingue estes três grupos é a temperatura de fusão que é específica em cada um dos casos.
III. São gerados efeitos na estrutura e nas propriedades mecânicas dos metais devido a esta variação nas condições de trabalho.
IV. A oxidação superficial e distorções da peça são associadas a variações de temperatura e ocorrem em produtos de metais conformados sob temperaturas elevadas.
V. Produtos de metais conformados a quente e morno permitem a manufatura de produtos com melhor acabamento e obtenção de características dimensionais e geométricas com maior reprodutibilidade.
Sobre a variável temperatura e seus efeitos sobre o processo de conformação plástica é correto o que se afirma em.
Escolha uma:

Zona de deformação e ângulo de contato durante a laminação.

Fonte: Chiaverini. 1986.
Avalie as afirmações que seguem referentes a região de deformação que ocorre no contato do metal com os cilindros de laminação e indique as que estiverem corretas.
I. O contato entre cilindros e o metal em laminação se dá através do arco AB.
II. O ângulo de contato é representado pelo < °que pode ser chamado também de ângulo de ataque.
III. A região limitada pelas seções AA;BB e arcoAB, formam a chamada zona de deslocamento e é utilizada para que o metal seja movimentado no processo sem interferir na deformação do metal.
IV. O ângulo de contato está diretamente relacionado com a redução de espessura,h0-h1 e ao diâmetro do cilindro laminador representado na fórmula por 2R.
Assinale a alternativa que apresenta as afirmações CORRETAS.
Escolha uma:







